



重磅!顺发主起草的《缝纫机用针距抬压脚剪线凸轮》团体标准正式颁布
日前,由台州市缝纫设备行业协会提出并归口,按照GB/T 1.1—2020《标准化工作导则 第1部分:标准化文件的结构和起草规则》的规定起草的《缝纫机用针距抬压脚剪线凸轮》团体标准正式颁布。
本文件起草单位:浙江新顺发缝纫机科技股份有限公司、琦星智能科技股份有限公司、浙江大森缝纫机有限公司、浙江星马精密制造有限公司、杭州方信企业管理有限公司。
该标准旨在规定缝纫机用针距抬压脚剪线凸轮的技术要求,使得该类凸轮能够满足目前缝纫机行业的发展需求。
以下是《缝纫机用针距抬压脚剪线凸轮》团体标准的详细内容:
缝纫机用针距抬压脚剪线凸轮
1 范围
本文件规定了缝纫机剪线抬压脚和针距调节一体凸轮的结构型式、技术要求、试验方法、检验规则、标志、包装、运输、贮存等。
本文件适用于缝纫机剪线抬压脚和针距调节一体凸轮,其他缝纫机用凸轮可参照使用。
2 规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 224—2019 钢的脱碳度深度测定法
GB/T 230.1—2018 金属材料 洛氏硬度试验 第1部分:试验方法
GB/T 1804—2000 未注线性尺寸公差值
GB/T 3077—2015 合金结构钢
GB/T 4340.1—2009 金属材料 维氏硬度试验 第1部分:试验方法
GB/T 10125—2021 人造气氛腐蚀试验 盐雾试验
JB/T 9204—2008 钢件感应淬火金相检验
3 结构型式
缝纫机用针距抬压脚剪线凸轮有调针距凸轮、抬压脚凸轮、剪线凸轮组成的结构型式。凸轮结构见图1。
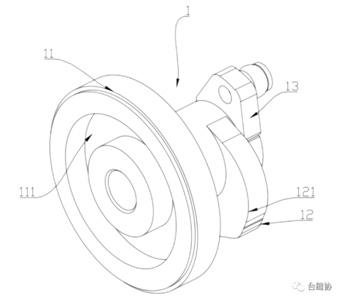
标引序号说明:
1——轴体;
11——调针距凸轮;
12——抬压脚凸轮;
13——剪线曲柄;
111——针距调节槽;
121——抬压脚轮廓面。
图1 凸轮结构
4 技术要求
4.1 外观质量
4.1.1 凸轮表面质量应符合下列规定:
—— 不允许有刮伤、擦伤等不良缺陷;
—— 不允许有影响使用的模痕;
—— 不允许有非图纸规定的压痕及凸点;
—— 不允许有可擦拭之沾污/屑、残胶或油污。
4.1.2 凸轮非切断面不允许有锈斑,从部材侧面水平正视切断面,不可有可见的锈屑及大面积锈斑。
4.1.3 凸轮不允许可掉落或影响使用功能的飞边、披锋等缺陷。
4.1.4 凸轮部品识别码字迹必须能清楚辨识,印字不可偏移超过产品边缘。
4.2 尺寸
4.2.1 凸轮应按供需双方协定并正式批准的图纸或技术文件生产,其尺寸应符合图纸或技术文件上的规定,未注尺寸公差应符合GB/T 1804中的m级的要求。
4.2.2 凸轮尺寸见图2,尺寸要求参见受控图纸并以受控图纸为准。
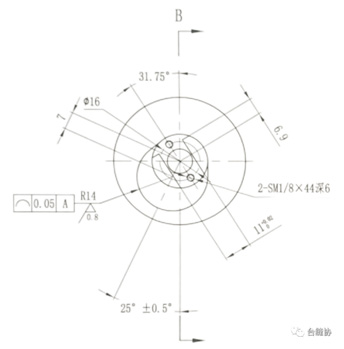
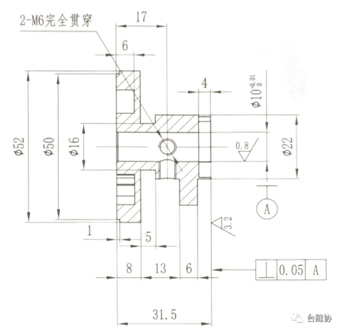
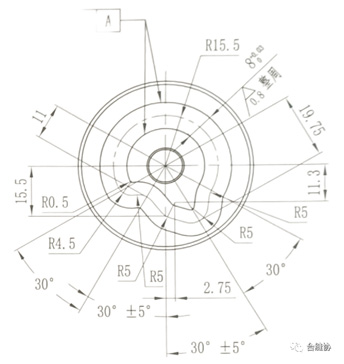
图2 凸轮尺寸
4.2.3 凸轮组合样式图见图3。
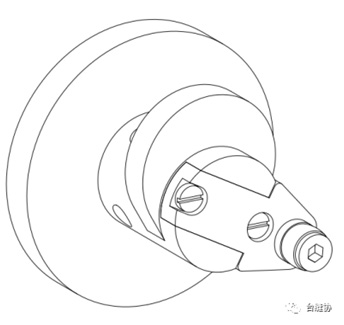
图3 凸轮组合样式
4.3 材料
凸轮材料应采用GB/T 3077-2015中的牌号为20CrMoTi或力学性能不低于20CrMoTi钢制造。
4.4 硬化层
4.4.1 应经整体渗碳淬火,硬化层深度为0.4mm~0.5mm,硬化层硬度为660HV~760HV。
4.4.2 硬化层金相组织应为细针状马氏体、少量残余奥氏体和碳氮化物,不允许有连续网状渗碳体和脱碳层存在。
4.5 表面粗糙度
凸轮轮廓面R14的表面粗糙度不应大于0.8μm。
4.6 盐雾试验
凸轮进行24h中性盐雾试验,试验结束后凸轮表面不应出现锈斑、红斑等腐蚀性缺陷。
5 试验方法
5.1 外观质量的检验
5.1.1 目视距离:距检验者的正常视距为30~40cm。
5.1.2 光源:间接荧光灯光源600~800lux。
5.2 尺寸
5.2.1 检测环境温度应为23℃±3℃。
5.2.2 检验仪器:满足精度及量程要求的通用量具、三坐标测量仪、二次元影像测量仪等。
5.3 硬化层
5.3.1 硬度
凸轮的轮廓面上取样,检验方法应符合GB/T 4340.1—2019的规定。
5.3.2 金相显微组织
5.3.2.1 硬化层组织试样在凸轮轮廓面上截取,本体组织试样可在其他部位截取。
5.3.2.1 硬化层按GB/T 224—2019的规定检验,渗碳淬火凸轮按JB/T 9204—2008的规定检验。
5.4 表面粗糙度
用表面粗糙度检测仪检测。
5.5 盐雾试验
按GB/T 10125—2021的规定进行试验。
5.6 盐雾试验
按GB/T 10125的规定进行试验。
6 检验规则
6.1 检验分类
凸轮的检验类别分为出厂检验和型式检验两种。
6.2 出厂检验
6.2.1 每件凸轮应经制造厂的质量检验部门按本标准检验合格,并附有产品合格证方可出厂。
6.2.2 每件凸轮均应做出厂检验,检验项目及检验方法按表1中的规定。
表1 检验项目
| 序号 | 检验项目 | 技术要求 | 检验方法 | 检验类别 | |
| 型式检验 | 出厂检验 | ||||
| 1 | 外观质量 | 4.1 | 5.1 | √ | √ |
| 2 | 尺寸要求 | 4.2 | 5.2 | √ | |
| 3 | 硬化层 | 4.4 | 5.3 | √ | |
| 4 | 表面粗糙度 | 4.5 | 5.4 | — | |
| 5 | 盐雾试验 | 4.6 | 5.5 | — | |
| “√”表示应进行的检验项目,“—”表示不进行的检验项目。 | |||||
6.3 型式检验
6.3.1 凸轮在下列情况之一时,应进行型式检验:
—— 凸轮设计定型;
—— 新凸轮或老凸轮转厂生产的试制定型鉴定时;
—— 正式生产后,如主要材料、产品结构、重要工艺有较大差异时;
—— 凸轮停产3年后恢复生产时;
—— 出厂检验结构与上次型式检验有较大差异时;
—— 国家质量监督机构提出型式检验要求时。
6.3.2 型式检验项目及检验方法按表1中的规定。
6.3.3 型式检验的抽样规定应符合表2的规定。
表2 抽样规定
| 检验项目 | 抽样规定 | 技术要求 | 检验方法 |
| 外观质量 | 逐件检验 | 4.1 | 5.1 |
| 尺寸 | 逐件检验 | 4.2 | 5.2 |
| 硬化层 | 2件/批 | 4.4 | 5.3 |
| 表面粗糙度 | 1件/批 | 4.5 | 5.4 |
| 盐雾试验 | 1件/批 | 4.6 | 5.5 |
6.4 组批
应成批提交验收,每批凸轮数量应不大于10000件。
6.5 判定规则
6.5.1 凸轮的外观质量、尺寸要求不合格时,按单个判不合格,其余合格的交货。
6.5.2 凸轮的表面硬度、盐雾试验不合格应从同批产品中抽取同数量的试样进行复检,复检结果合格,则判整批凸轮合格,复检结果若仍不合格,则判整批凸轮不合格。
7 标志、包装、运输、贮存
7.1 标志
凸轮上应附有如下中文内容:
—— 凸轮名称;
—— 制造厂名、厂址;
—— 凸轮质量检验合格证;
—— 凸轮执行标准编号。
7.2 包装
7.2.1 凸轮制造、检验完毕后,所有凸轮应用进行防锈处理,并用专门的包装膜或包装盒包装密封。
7.2.2 凸轮包装采用箱装,由设计图样规定。
7.3 运输
7.3.1 运输工具应清洁、干燥,运输时应有无污染的遮盖物,防止日晒、雨淋、包装漏散。
7.3.2 不应与能导致产品污染的货物混装,运输途中不应受雨、霜、雾直接影响。
7.3.3 装卸时应保持清洁、不得抛掷,应小心轻放。
7.4 贮存
凸轮应贮存于通风良好,卫生清洁的干燥处,凸轮应按批次码堆并有隔离板垫底,离地面不宜少于10cm,防止日晒、受潮,禁止与有毒、有害物品共贮存。
(文字转载自 台缝协)
